welcome to our company

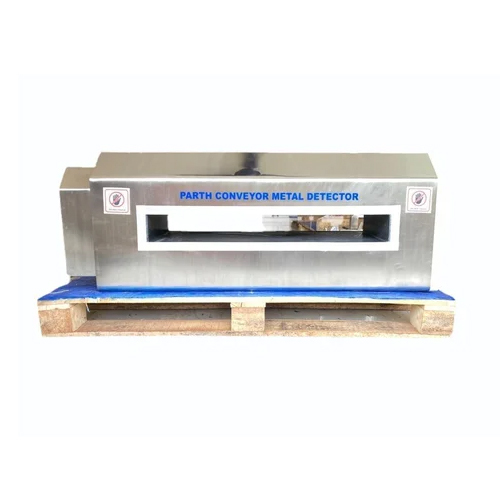


Tunnel Metal Detector
200000 INR/Unit
Product Details:
- Application Industrial
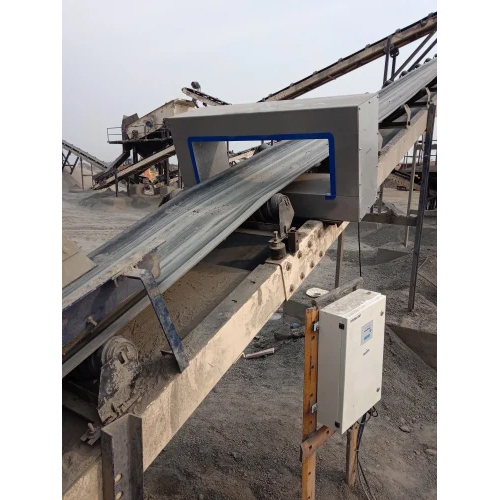
- Usage Stone Crusher/ Food/ Sugar
- Frequency 50-60 Hertz (HZ)
- Function Detects metal
- Alarm Sound
- Power Supply Electric
- Material Stainless Steel
- Click to View more
X
Tunnel Metal Detector Price And Quantity
- 1 Unit
- 200000 INR/Unit
Tunnel Metal Detector Product Specifications
- Detects metal
- 50-60 Hertz (HZ)
- Stone Crusher/ Food/ Sugar
- Industrial
- Electric
- Stainless Steel
- Sound
Tunnel Metal Detector Trade Information
- 12 Unit Per Month
- 2-10 Days
- All India
Product Description
The Tunnel Metal Detector is a highly efficient solution for detecting metal contaminants in various industries such as stone crushing, food processing, and sugar production. Engineered with a durable stainless steel structure, it guarantees longevity and reliability in demanding environments. Operating on an electric power supply, this detector functions seamlessly with a frequency range of 50-60 Hertz, ensuring precision in metal detection. Equipped with a sound alarm system, the Tunnel Metal Detector provides immediate alerts upon identifying metal impurities, helping to maintain product quality and safety standards. Ideal for exporters, manufacturers, and suppliers looking to improve operational efficiency, this advanced detection system is a versatile and indispensable addition to your workflow.
FAQs of Tunnel Metal Detector:
Q: What is the primary purpose of the Tunnel Metal Detector?
A: Its primary function is detecting metal contaminants to ensure product quality and safety in various industries like stone crushing, food processing, and sugar production.Q: What material is the Tunnel Metal Detector made from?
A: The detector is constructed from durable stainless steel for enhanced reliability and longevity.Q: What type of power supply does it use?
A: The Tunnel Metal Detector operates on an electric power supply.Q: How does the device notify users of metal detection?
A: It features a sound alarm system that provides immediate alerts upon detecting metal contaminants.Q: In what industries is the Tunnel Metal Detector commonly used?
A: It is widely used in industries such as stone crushing, food processing, and sugar production.Tell us about your requirement

Price:
Quantity
Select Unit
- 50
- 100
- 200
- 250
- 500
- 1000+
Additional detail
Mobile number
Email

Other Products in 'Stone Crusher Metal Detector' category
Parth Technologies
GST : 27AHSPY6176A1ZQ
Contact Details
- S No. 105, Flat No 203, 2nd Floor, Building No 13, Shravani Residency, Reti Bandar Road, Kalher,Bhiwandi - 421302, Maharashtra, India
- Phone : 08045478561
- Mr. Anup (Owner)
- Mobile : 08045478561


Parth Technologies
All Rights Reserved.(Terms of Use)
Developed and Managed by Infocom Network Private Limited.
Developed and Managed by Infocom Network Private Limited.
 English
English Spanish
Spanish French
French German
German Italian
Italian Chinese (Simplified)
Chinese (Simplified) Japanese
Japanese Korean
Korean Arabic
Arabic Portuguese
Portuguese